
 EN
ENKaixin, sebuah perusahaan berteknologi tinggi khusus dalam R&D, pengeluaran dan penjualan injap saluran paip polimer.
Pada masa ini, banyak plastik kejuruteraan telah berjaya digunakan pada bahagian mekanikal dan telah mencapai hasil yang baik. Walau bagaimanapun, kesukaran pengacuan suntikan plastik kejuruteraan agak besar, terutamanya kekotoran acuan mudah berlaku. Apakah punca kekotoran acuan selepas pengacuan suntikan plastik kejuruteraan, dan bagaimana untuk menyelesaikannya?

1. Pembentukan skala acuan
Die fouling merujuk kepada fenomena di mana lampiran dimendapkan pada permukaan acuan (lihat rajah di bawah). Kekotoran acuan berlaku semasa pengacuan suntikan hampir semua termoplastik. Apabila keperluan fungsian produk akhir mesti dicampur dengan bahan tambahan yang berkaitan (seperti pengubah suai, kalis api, dsb.), bahan tambahan ini berkemungkinan kekal pada permukaan rongga acuan semasa proses pengacuan, yang membawa kepada pembentukan skala acuan.
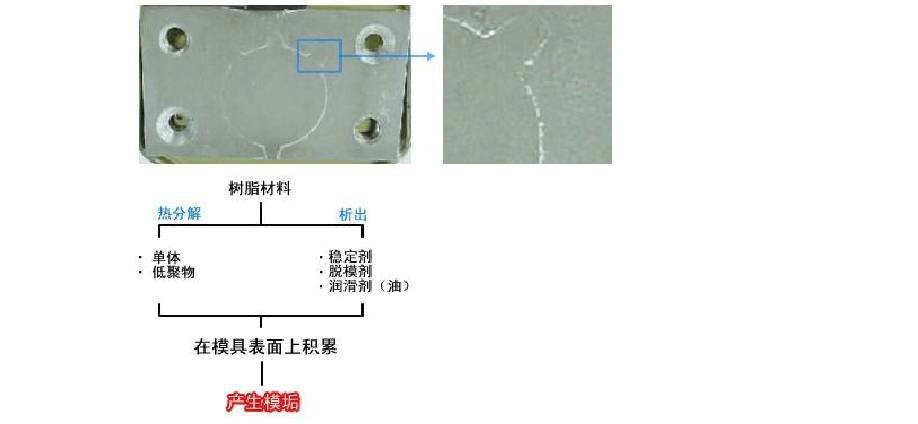
Terdapat sebab lain untuk pembentukan skala acuan. Sebab yang paling biasa adalah seperti berikut:
▶Hasil penguraian haba bahan mentah;
▶Kuasa ricih yang melampau aliran cair semasa pengacuan suntikan;
▶Ekzos yang tidak sesuai;
Kekotoran acuan yang disebabkan oleh perkara di atas selalunya merupakan gabungan faktor yang berbeza, dan sangat menyusahkan untuk mengetahui apa yang menyebabkan kekotoran acuan dan cara mencegahnya, dan kekotoran acuan hanya akan terbentuk selepas beberapa hari.
2. Jenis skala acuan
1) Pelbagai bahan tambahan menghasilkan jenis mendapan acuan tertentu. Kalis api akan bertindak balas pada suhu tinggi untuk membentuk penguraian dan mungkin menghasilkan produk skala acuan. Di bawah pengaruh suhu tinggi yang berlebihan atau daya ricih yang melampau, agen anti-impak akan terpisah daripada polimer dan kekal di permukaan rongga acuan untuk membentuk skala acuan.
2) Pigmen dalam plastik kejuruteraan termoplastik cair pada suhu tinggi, yang akan mengurangkan kestabilan terma bahan acuan, mengakibatkan gabungan polimer terdegradasi dan pigmen terurai untuk membentuk skala acuan.
3) Bahagian yang sangat panas pada acuan (seperti teras acuan), pengubah suai/penstabil dan bahan tambahan lain mungkin melekat pada permukaan dan menyebabkan acuan kotor. Dalam kes ini, langkah mesti diambil untuk mencapai kawalan suhu acuan yang lebih baik atau menggunakan penstabil khas.
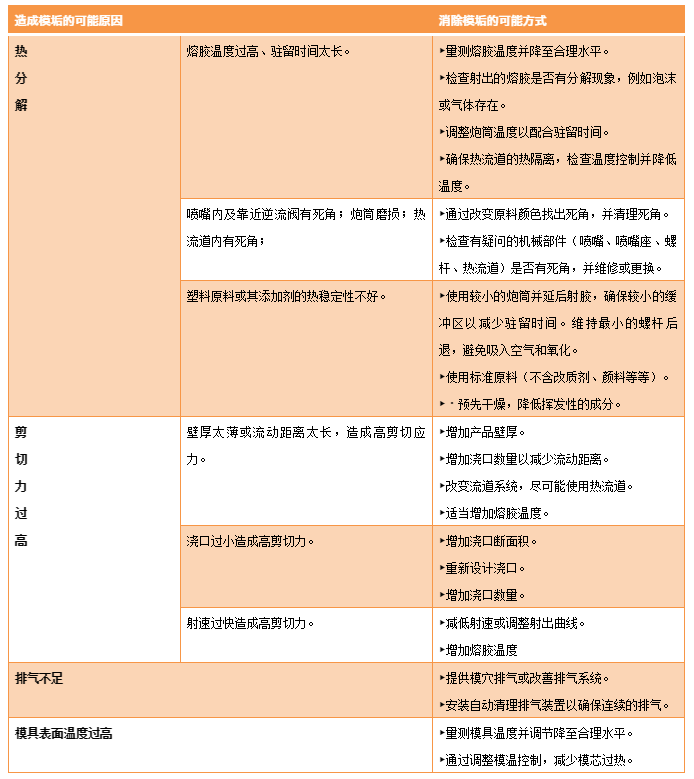
Jadual berikut menyenaraikan kemungkinan penyebab kekotoran acuan dan langkah pencegahan:
Tiga, berlaku secara tiba-tiba tindakan tindak balas kekotoran acuan
Jika kekotoran acuan berlaku secara tiba-tiba, ia mungkin disebabkan oleh perubahan dalam keadaan acuan, atau disebabkan oleh penggantian kelompok bahan acuan yang berbeza. Cadangan berikut boleh membantu meningkatkan kekotoran acuan.
Mula-mula, ukur suhu leburan dan semak secara visual sama ada leburan itu terurai (seperti zarah terbakar). Pada masa yang sama, semak sama ada bahan acuan tercemar oleh bahan asing dan sama ada bahan pembersih yang sama digunakan. Periksa keadaan ekzos acuan.
Sekali lagi, periksa mesin operasi: gunakan bahan pengacuan berwarna pewarna (kecuali hitam), matikan mesin pengacuan suntikan selepas kira-kira 20 minit, keluarkan muncung dan penyambung, jika boleh, tanggalkannya dengan skru, periksa sama ada bahan mentah mempunyai zarah terbakar, dan teruskan dengan bahan mentah Perbandingan warna, cepat ketahui punca kekotoran acuan.
Punca-punca kecacatan kekotoran acuan yang mengejutkan telah ditemui dalam banyak kes. Teknologi ini paling sesuai untuk mesin pengacuan suntikan yang lebih kecil, dengan diameter skru maksimum 40mm. Penghapusan kekotoran acuan juga jelas meningkatkan kualiti bahagian apabila membentuk bahan mentah lain. Tindakan balas di atas juga sesuai untuk pengacuan dengan sistem pelari panas.
Kekotoran acuan membawa kepada kecacatan pada penampilan bahagian acuan suntikan, terutamanya bahagian dengan hakisan permukaan, yang boleh dibaiki dengan letupan pasir dengan mesin peletupan pasir.

Empat, penyelenggaraan acuan
Apabila kekotoran acuan tidak dapat dihapuskan dengan menggunakan semua langkah di atas, penyelenggaraan dan penyelenggaraan acuan mesti diperkukuhkan.
Mendapan acuan pada permukaan acuan lebih mudah dikeluarkan pada peringkat awal, jadi rongga acuan dan saluran ekzos mesti dibersihkan dan diselenggara dengan kerap (contohnya, selepas setiap kumpulan pengeluaran acuan). Sekiranya acuan tidak diselenggara dan diselenggara untuk jangka masa yang lama, adalah sangat sukar dan memakan masa untuk mengeluarkan skala acuan selepas acuan telah membentuk lapisan tebal.
Semburan yang digunakan untuk penyelenggaraan dan penyelenggaraan acuan suntikan terutamanya termasuk: agen pelepas, agen anti-karat, minyak bidal, penghilang noda gam, agen pembersih acuan, dll.
Komposisi kimia skala acuan adalah sangat kompleks, dan kaedah baru mesti digunakan dan cuba untuk mengeluarkannya, seperti pelarut am dan pelbagai pelarut khas, semburan ketuhar, dan limau berkafein. Satu lagi cara pelik ialah menggunakan getah untuk membersihkan trek model.

5. Cadangan untuk mengelakkan kekotoran acuan
Apabila menggunakan acuan hot runner dan bahan mentah sensitif haba, masa tinggal cair akan menjadi lebih lama, sekali gus meningkatkan risiko bahan mentah mereput dan membentuk skala acuan. Bersihkan skru mesin pengacuan suntikan.
Pelari dan pagar yang lebih besar digunakan apabila membentuk bahan sensitif ricih. Pintu berbilang titik boleh mengurangkan jarak aliran, menurunkan kelajuan suntikan, dan mengurangkan risiko kekotoran acuan.
Ekzos acuan yang cekap boleh mengurangkan kemungkinan kekotoran acuan. Tetapkan ekzos acuan yang sesuai semasa peringkat reka bentuk acuan. Sistem ekzos automatik atau kaedah ekzos yang boleh mengeluarkan deposit acuan dengan mudah adalah pilihan terbaik. Penambahbaikan sistem ekzos selalunya mengakibatkan pengurangan mendapan acuan pada acuan.
Tutup permukaan rongga acuan dengan salutan tidak melekat khas untuk mengelakkan pembentukan mendapan acuan. Ujian perlu dijalankan untuk menilai kesan salutan.
Rawatan titanium nitrida pada permukaan dalaman acuan boleh mengelakkan pembentukan skala acuan pada acuan.
Artikel ini datang dari Internet, hanya untuk pembelajaran dan komunikasi, tiada tujuan komersial.















 Ibu Pejabat: No. 539 Bohai Road, Daerah Beilun, Bandar Ningbo, Wilayah Zhejiang, P.R. China
Ibu Pejabat: No. 539 Bohai Road, Daerah Beilun, Bandar Ningbo, Wilayah Zhejiang, P.R. China
 +86-18067123177
+86-18067123177